


新型アウディのセンターキャップエンブレムを本金メッキ加工
2021年01月05日

新型アウディセンターキャップに装着している
エンブレムはABS製樹脂にクロムメッキを
施していますが今回のお客様は
24金メッキ仕上げにしてほしいと言うご希望です。
金の延棒仕上げに致します。
カテゴリ:ブログ

2021年01月05日
新型アウディセンターキャップに装着している
エンブレムはABS製樹脂にクロムメッキを
施していますが今回のお客様は
24金メッキ仕上げにしてほしいと言うご希望です。
金の延棒仕上げに致します。
カテゴリ:ブログ
2020年12月25日
基本、弊社は自動車関連に特化したメッキ会社ですが
この様に稀に釣具や楽器、
邸宅のオリジナル装飾品などもお受けさせて頂き事が
御座いますが、
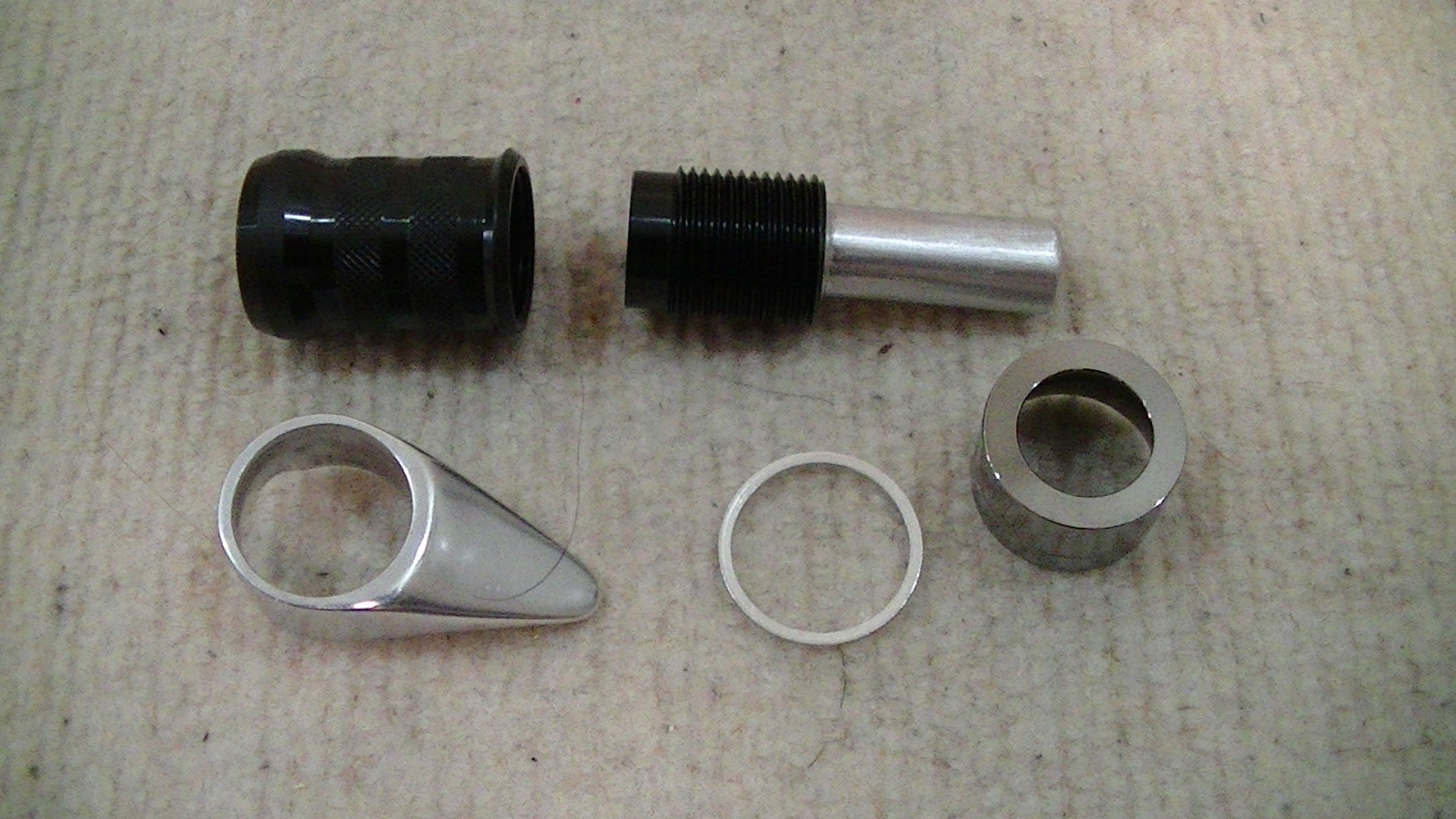
今回はブログに張り付けさせて頂いている小物部品
素材は全てアルミニウム製で黒い部品には
ブラックアルマイト仕上げになっている状態です。
実は今回のお客様
写真右下にある少しクロムに黒みがかった仕上げを
ご希望されておられました。
弊社はこの様なブラッククロムメッキ仕上げや
ブラックニッケル仕上げも可能では御座いますが
釣具として塩素などの耐久性や見栄えの良さの
ご説明を丁寧にさせて頂いたところ
分厚いクロムメッキの方が良いと言う
決断をされました。
まずはアルミニウム表面に付着している
アルマイトを剥離する所からスタート致します。
そしてバフ磨きにより420番仕上げまで
追い込んでいきます。
あとはいつも通り銅、ニッケル、クロムのメッキ槽に
順番に漬け込んで電着させます。
カテゴリ:ブログ
2020年12月21日
久しぶりのブログです。
ご近所さんの希少価値車を取り扱う
専門業者様からダルマセリカフロントバンパーに対して
板金加工を施した後に厚メッキ加工を
施して欲しいと言うご依頼です。
この車種のバンパーはフロント、
リア共に独特な形状をしており
旧車の多くの様にフェンダにまで伸びている様な物では無く
真正面で平たい様な形をしております。
バフ研磨がしやすい形状をしているのですが
裏面の左右に大きな板状のステーが溶接されているのも
特徴の一つです。
今回のバンパーはこのステーが溶接されている表面に
比較的大きな凹みと錆による貫通穴が約5センチ程
開いています。
見栄えで言うと裏面にステーが見える感じになっています。
お客様のご希望で板金加工必須なので
ステーを取り外してから穴部分には鉄板を溶接して
表面から真鍮ろう付けする方法を用いなければいけません。
ステーを外すと言う事は板金加工として
大がかりな作業と言えます。
この様な難しく手間がかかる作業には
熟練した板金技術が必要になります。
カテゴリ:ブログ
2020年12月16日
430セドリックバンパーモールはスチール製で
クロムメッキが施されている部品です。
760ミリ、570ミリ、220ミリの大きさです。
手入れの仕方にもよりますが肉厚が薄い為に錆が
出てしまいやすいパーツと言えます。
この様なモールが腐食しやすい個所はズバリ内側です。
製造メーカーのメッキ厚は結構な厚みがあるので
手入れしているのに数年で錆が表に出る事は考えにくいです。
スチール製モールの場合には横から見るとコの字型であったり
L型であったりします。
自動車に取付するとモールの内側に入ってしまった水が
原因で少しずつ錆が表れて最後には表のクロムメッキ表面に
錆が表れる事になります。
この時点で災厄の場合、再メッキをする為に剥離すると
表面と裏面が貫通している様な穴が開いている状態になりますので
板金加工必須となる訳です。
今回、このパーツのご依頼を頂いたのは自動車販売のオーナー様の
個人所有物で様々なパーツをレストアされていると言う事を
おっしゃっておられました。
カテゴリ:ブログ
2020年12月15日
業者様、個人様のメッキ加工ご依頼とご相談!
初冬の候、皆様方におかれましては
益々ご清祥の事とお慶び申し上げます。
以下の期間中を冬季休業期間とさせて頂きます。
メッキ加工各工場全ての休業日は
令和2年12月30日木曜日から
令和3年1月5日火曜日迄の期間
お問い合わせに関しましてはお早めにお願い致します。
この間、お客様には大変に御不便をお掛けいたしますが
何卒ご理解とご協力を賜ります様お願い申し上げます。
カテゴリ:ブログ
2020年12月08日
1962年式コルベットC1の3分割バンパーを
再メッキ加工致します。
このコルベットは独創的なスタイルで
特にフロントマスクが特徴的です。
クロムメッキ製バンパーの特徴的な形状で
写真を見て頂くとお分かりになられます様に
左右のパーツは上側面がかなり広く製作されており
スチールの厚みもアメリカの旧車独特の分厚さで
同じ時代のヨーロッパや日本車の肉厚よりも
倍程ある様な感じです。
このオーナー様はアメリカから程度の良い状態で
取り寄せされて雨の日は車庫から出さない程
大切に保管されていたとおっしゃっておられました。
そのお蔭で58年ほど時が経っているのに
クロムの光沢は失われてはおりますが
表面の錆は殆ど無い綺麗な状態をキープされております。
弊社も様々な希少価値車のメッキバンパーを見てきましたが
この年数でこの素材の綺麗さは見た事が御座いません。
目立つ傷も無く、しいて言えば取付するステー付近の溶接が
少し気になる程度です。
厚メッキ仕上げでおそらく新品未使用品の仕上がりになるのではと
考えられます。
カテゴリ:ブログ
2020年12月04日
精密さを問う様な部品に対しては
装飾クロムメッキ加工を行ってはいけません。
その理由は組み立てが出来なかったり
その部品その物に対して性能の誤差が生じてしまい
メッキ加工を施すメリットが
無くなってしまう事にあります。
その為、この様な精密部品の場合にはそれにあった
加工が存在致します。
特に精密部品でよくある金属の先端部分や
一部にだけ金や銀、ニッケル、銅、白金などを施し
通電効果を出す事が用途として多いです。
上記でご説明させて頂きましたように
弊社などで行う綺麗さを問う様なメッキ加工に対しては
これらの用途の部品にはそもそもそれらに特化した
工場に委託される事が適していると言えます。
カテゴリ:ブログ
2020年12月03日
塗装やメッキ加工を施すにあたって
材質は非常に大切な条件の1つですが
それよりも大切なのが表面がどの様な状態に
あるのかが最も大切であると言っても過言では
ありません。
特に金属は新品であったとしてもピンホールや
巣穴が存在します。
(材質によりそれは異なります)
ましてや部品の経年劣化または水分、
傷などにより錆が表面に表れている様な場合には
それらを酸やアルカリ、シアンなどで錆を溶かしたり
バフやポリッシュで磨いたり削ったりしながら
腐食していない生地を出していきます。
塗装の場合には素材表面にプライマー処理を施しますが
腐食している表面が酷い場合にはサンダーなどで
荒削りをしてからプライマーし塗料を吹き付ける事も出来る為
メッキよりも短期間で仕上がるメリットがあります。
上記の腐食具合より更に酷い場合には弊社で行っている
表面補修と言う特殊な工程を行います。
これは画期的な方法で板金加工が出来ない位
更に酷い状態の素材であったり完全に新品未使用品の
仕上がりをご希望される場合にはこの方法を用います。
カテゴリ:ブログ
2020年12月01日
メッキ加工に於ける下地処理のお話ですが
これは電気を使用するメッキ、
電気を使用しないメッキに関わらず
必ず行う大切な工程の1つです。
加工を施したい物の素材を樹脂と金属に置き換えて
ご説明させて頂きますと金属の場合素材表面には
必ず油分を表面に付着させている事が殆どで
当然、製品の場合にはメッキや塗料で表面を
覆っている訳ですが電気メッキ加工に於いては
この素材表面に付着している上記の物が邪魔となり
通電効果が失われたりあるいは
必ず密着不良になります。
樹脂に於いても電気を使用しないメッキ工程でも
素材表面の不純物により密着不良になります。
この様な現象にならない為には下地処理と言う事を
行います。
まずは脱脂と言う工程です。
※脱脂液には様々な用途があるので各工場によって
異なります。
(素材表面に付着している油分を完全に取り除きます。)
次に素材表面に脱脂液が付いているのを洗う為に
洗浄と言う作業を行います。
これは超音波を使用して洗浄する工場
そして人力で行う場合のあります。
塩酸や硫酸などを使用して行う酸浸漬
電解脱脂を行う工場もあります。
素材表面を酸活性させてメッキの付着を強い状態にします。
最低でもこれらの下地処理を行わなければ
完成品は不完全な状態になります。
カテゴリ:ブログ
2020年11月30日
高級ブランド店や邸宅に使用するメッキ加工方法の
中で一番よくご相談があるのが所謂、
金色ブロンズメッキ加工と言います。
金物屋さんなどがお客さんからご依頼を受けて
弊社などの工場に依頼が来るわけですが
多くの素材はスチールなどが多いです。
大きい物では長さ3メートル、高さも3メートル
磨きの方はバフ屋さんなどの専門工場で磨き終えて
金色ブロンズメッキ加工だけを弊社が行う事も
珍しく御座いません。
当然ながら磨き込みの加工も弊社では
お受けさせて頂いております。
この加工方法ですが下地に銅、ニッケル、
真鍮メッキを施してからお客様のご指定の風合いに
仕上がる様に薬品で真鍮メッキ表面を
化学反応をおこさせて仕上げていきます。
ですので手作業となる訳ですから
単ロットを数日に分けてお受けすると
その日の仕上がりや違う職人が加工を施すと
微妙に風合いが変わってしまうデメリットがあります。
この様なデメリットの回避は同じ日に同じ職人が
金色ブロンズメッキ加工を行う事が
望ましいと言える訳です。
そしてこの上にクリアーを施して強度を
高めてからの納品となります。
カテゴリ:ブログ


【住所】
大阪府大阪市鶴見区茨田大宮
4丁目34-16-205
【電話】06-6913-0552
【工場】
・東大阪市高井田工場
・静岡県工場
・埼玉県工場
・東京工場
 全国配送対応!
全国配送対応!
日本国内であれば、北海道から沖縄まで、全国配送対応いたします。
海外は、ドイツ、イタリア、イギリス、アメリカにも対応いたします。