



釣具部品にメッキ加工
2020年12月25日
基本、弊社は自動車関連に特化したメッキ会社ですが
この様に稀に釣具や楽器、
邸宅のオリジナル装飾品などもお受けさせて頂き事が
御座いますが、
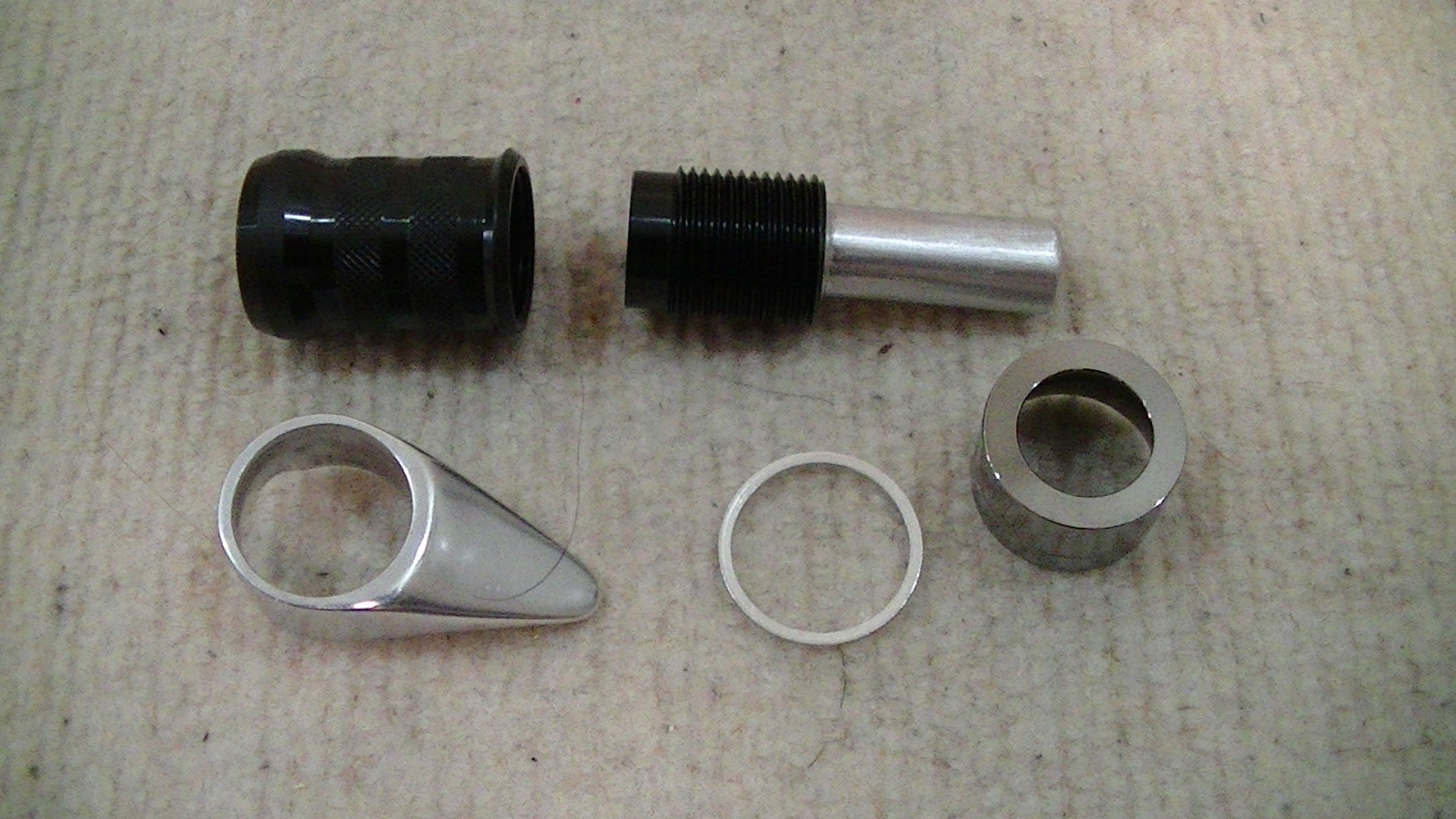
今回はブログに張り付けさせて頂いている小物部品
素材は全てアルミニウム製で黒い部品には
ブラックアルマイト仕上げになっている状態です。
実は今回のお客様
写真右下にある少しクロムに黒みがかった仕上げを
ご希望されておられました。
弊社はこの様なブラッククロムメッキ仕上げや
ブラックニッケル仕上げも可能では御座いますが
釣具として塩素などの耐久性や見栄えの良さの
ご説明を丁寧にさせて頂いたところ
分厚いクロムメッキの方が良いと言う
決断をされました。
まずはアルミニウム表面に付着している
アルマイトを剥離する所からスタート致します。
そしてバフ磨きにより420番仕上げまで
追い込んでいきます。
あとはいつも通り銅、ニッケル、クロムのメッキ槽に
順番に漬け込んで電着させます。
カテゴリ:ブログ


 全国配送対応!
全国配送対応!