



外枠が樹脂で内側のメッシュはスチールの音響カバーをクロムメッキ加工 茨城県のリピーター様
2018年10月06日
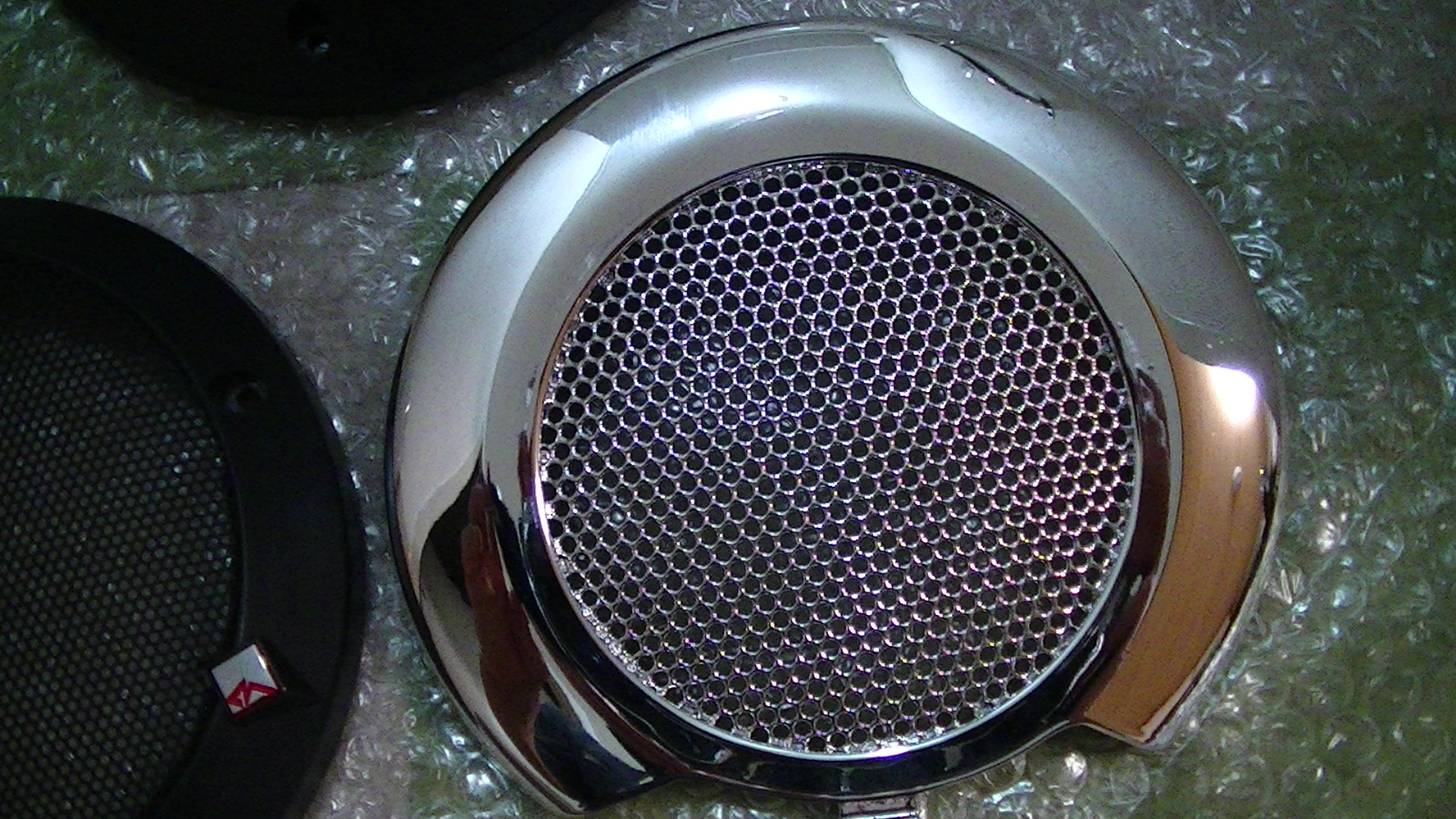






上の写真に写っている中で
クロムメッキが施されているパーツ
これは自動車のダッシュボード左右に
取り付けていた音響用メッシュカバーに
クロムメッキ加工を施した状態です。
このパーツは枠もメッシュ部分も
同じポリプロピレン製樹脂です。
次に、クロムメッキ加工が施されていない
音響メッシュカバーは外枠がABS製で
メッシュ部分がスチールになっています。
室内用なのでしょうか?
自動車やトラックのダッシュボードの
左右やドアの内側に装着している
音響メッシュパーツにクロムメッキ加工を
施して欲しいと言うご依頼は多いのですが
外枠も内側のメッシュも
同じ素材の樹脂で出来ています。
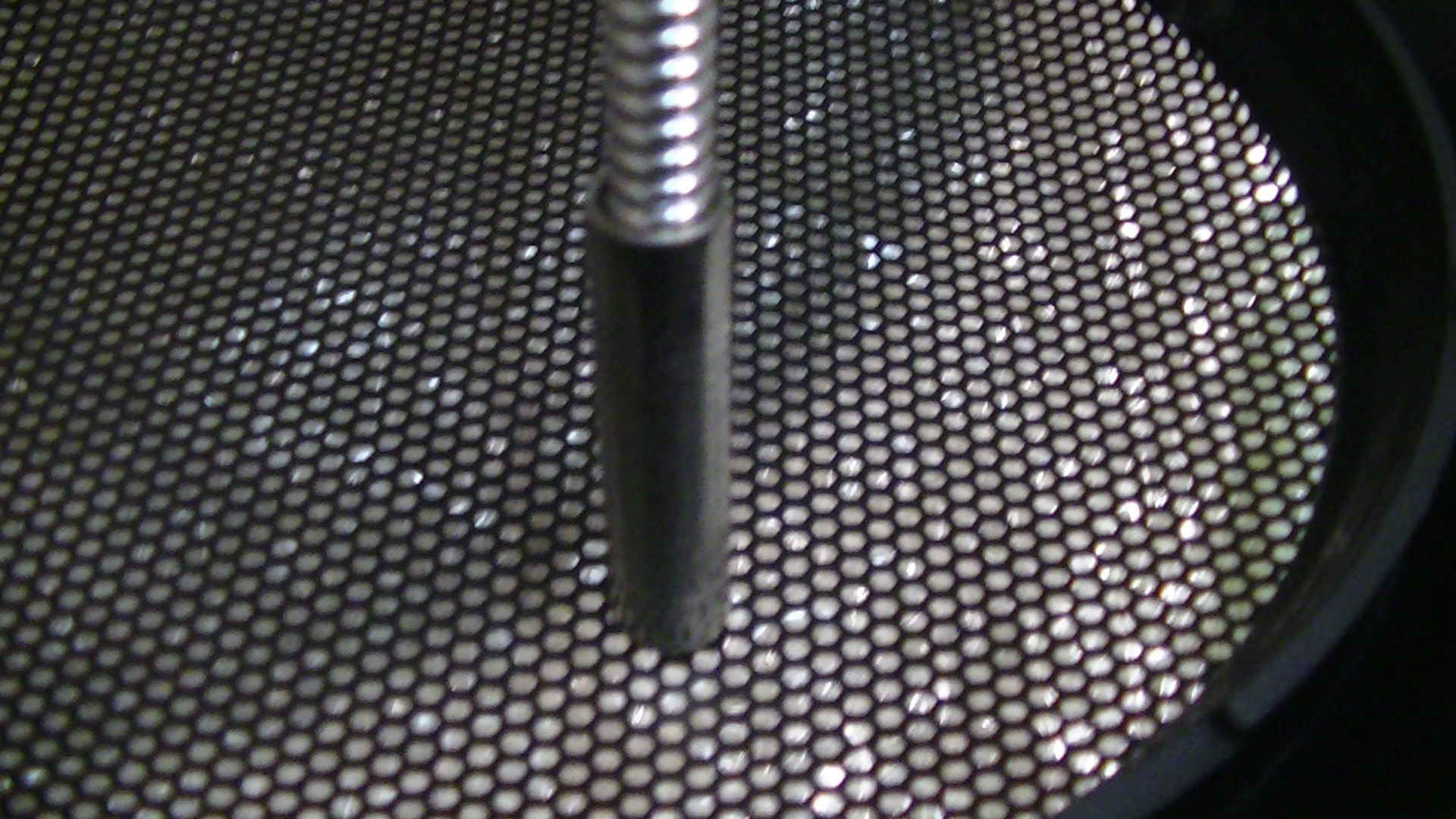
上の写真に磁石に引っ付いてメッシュに
反応しているし持ち上がっているのが
分かるかと思います。
今までこの様な違う素材でパーツが
出来ているのは初めて見ました。
しかも、ABS樹脂とスチール製メッシュが
完全に肉が一緒になっている様で
脱着不可能になっています。
実は、ハイクオリティになる様に
クロムメッキ加工は電気を部品に
通電する事によりメッキ槽に
溶け込んでいる金属(銅、ニッケル、クロム)を
付着させる方法なのですが素材が違う物が一緒の
部品で構成されていて尚且つ取り外しが
出来ない物はクロムメッキ加工が
出来ない事が多いのです。
今回は樹脂と金属の混合ですが
金属でもたまにあるのが旧車の
エンジン付属部品のタペットカバーは
アルミニウム製ダイカスト(アンチモニ)裏側に
スチール製の板をリベット留めしている事が
御座いますがこの様な時と今回も似てます。
アルミニウム部品表面を綺麗にする為に
薬品がスチールを溶かしてしまうのですが
スチール部分が溶けても良いのであれば全く
クロムメッキ加工を施しても大丈夫なのですが
溶けて良い様な部品は元々リベットで
留めている訳がなく絶対に溶けてはダメです。
確かに電気クロムメッキ加工の部品は見栄えと
長持ちは大変すばらしい物が御座いますが
加工の難しさはあります。
色々なテクニックで各装飾クロムメッキ工場の
熟練職人が今までの経験を生かして最高品質の
商品をご提供しようと努力しております。
しかしながら残念では御座いますが
どの様なテクニックを用いても
クロムメッキ加工が出来ない事も御座います。
今回、茨城県のリピーター様からご相談頂いた
この特殊な樹脂と金属の混合パーツ
クロムメッキ加工を施せる様に
電気装飾クロムメッキ熟練技能士と
念密な打ち合わせで克服できる様に
頑張らせて頂きます。
カテゴリ:ブログ




 全国配送対応!
全国配送対応!